




Cos' è Cura? Cura è un software OpenSource sviluppato da Ultimaker per la propria stampante, ma è stato reso pubblico per tutti, serve a convertire un file 3D in un file a layer leggibile dalle stampanti 3D.

COME UTILIZZARLO IN ITALIANO
Per metterlo in italiano potete utilizzare questo trucchetto anche se ho visto che non sempre funziona.
Nella Cartella C:\Program Files\Cura_15.04.4\resources\locale eliminate tutte le lingue e lasciate solo it, poi rinominatela in en e riavviate il programma
PERCHÉ CURA?
Esistono moltissimi software predisposti a fare questo genere di operazioni ma sicuramente i punti di forza di Cura rispetto ai suoi competitor sono la semplicità e l’ottima user-experience, riuscendo così ad ottenere ottimi risultati agendo su un numero essenziale di parametri. In più è un software libero.
IL PRIMO AVVIO
Una volta installato ed avviato Cura dovremmo settare il software in modo da farlo comunicare con la nostra stampante. Per far ciò andremo nel menu “ Machine->Machine settings.. “
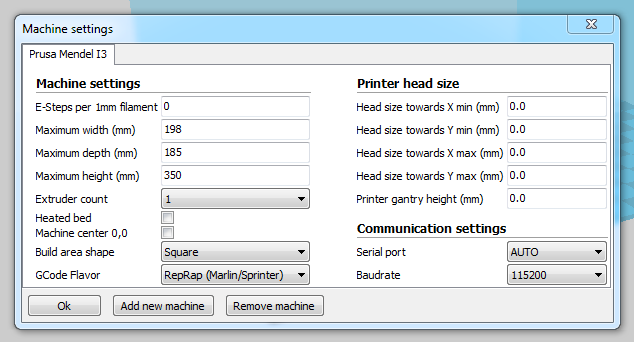
Maximum width: lunghezza del piano di stampa (asse X).
Maximum depht: profondità del piano di stampa (asse Y).
Maximum height: Altezza del piano di stampa (asse Z).
Serial Port: lasciare AUTO.
Baudrate: selezionare il baud della vostra elettronica.
I PARAMETRI BASE
Nella parte sinistra della schermata di Cura è possibile accedere ai parametri di personalizzazione dello slicing.
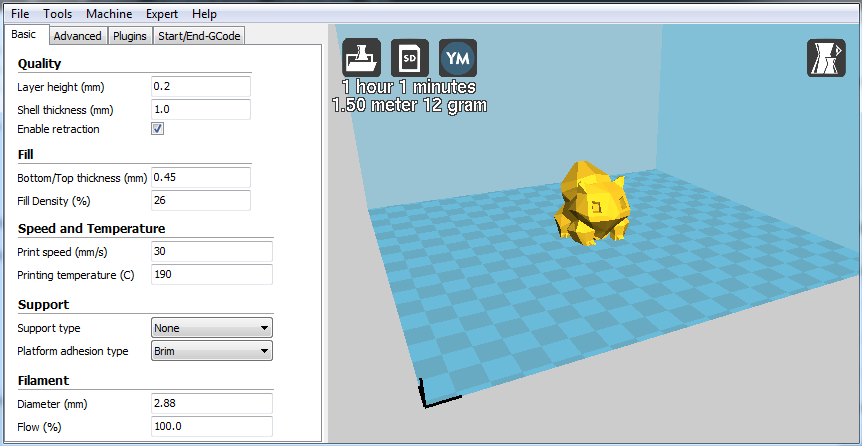
– Quality
Questa sezione è dedicata alla qualità della stampa, che andrà ad influire anche sul tempo finale della stampa: una maggior qualità richiede un maggior tempo di lavorazione:
Layer height: è l’altezza del layer, quindi di ogni singolo strato depositato dall’ugello dell’hotend: influisce direttamente sulla qualità della stampa (valore consigliato da Cura: 1/4 del diametro del vostro ugello);
Shell Thickness: é lo spessore delle pareti, che va espressa come multiplo del diametro dell’ugello di estrusione. Esempio: avendo un ugello di 0.5 e impostando la Shell a 1.0, verranno generate 2 linee perimetrali (in genere da 2 a 4 linee);
Enable retraction: se spuntata, abilita la retraction della quale parleremo dopo. (default: ON)
– Fill
Con questi due parametri andremo a modificare i criteri di riempimento dell’oggetto: cosa che influirà sulla resistenza meccanica del pezzo stampato:
Bottom/Top thickness: è lo spessore delle pareti superiori e inferiori del modello, dovrà essere un valore multiplo del Layer Height. Esempio: con un Layer Height di 0.2 per avere 3 strati pieni si imposterà questo campo con 0.6 (solitamente da 2 a 4 layer);
Fill Density: è il valore espresso in percentuale della quantità del riempimento: impostando 25%, il riempimento del modello sarà composto da 25% di materiale e 75% vuoto. Maggiore sarà il riempimento e maggiore sarà il materiale utilizzato ma anche la solidità del pezzo. (valore consigliato minimo: 25% );
– Speed temperature
In questa sezione di Cura si settano i valori di velocità e temperatura di stampa essenziali per la buona riuscita del modello:
Print Speed: agendo su questo valore si modifica la velocità della stampa: all’aumentare della velocità diminuisce la qualità e la durata della stampa (si utilizzano valori compresi tra 30 e 60, si puo arrivare fino a 120 mm/s);
Printing temperature: temperatura di stampa dei materiali (PLA 210- 180° , ABS 210-230°, Nylon 230-260°), questi parametri sono indicativi, la temperatura ottimale di stampa per lo stesso materiale varia molto in base al produttore della plastica e anche dal colore (ovviamente si parla in misura di 3-4 gradi massimi);
– Support
Cura è in grado di disegnare automaticamente i supporti per l’adesione al piatto e se necessario il supporto per le parti a sbalzo (bridge):
Support type: è la selezione del tipo di supporto per modelli con sbalzi, difficilmente viene utilizzato per le prime stampe e quindi normalmente viene settato su None;
Platform adhesion type : questo campo ci interessa maggiormente di più, è il tipo di supporto per l’adesione al piatto, il Brim estende il primo layer oltre ai contorni del modello per aumentare considerevolmente l’adesione al piatto di stampa, mentre Raft crea uno strato aggiuntivo che verrà stampato tra il piatto e l’oggetto, cosa che rende più difficoltosa l’eliminazione del surplus di materiale ( consiglio: Brim );
– Filament
Diameter: è il diametro del filo, va cambiato ogni volta che si cambia la bobina dalla quale si sta stampando, si consiglia di utilizzare il calibro in quanto il diametro del filo può variare di o,4mm da bobina a bobina;
Flow: valore percentuale della quantità di materiale estruso, non dovrebbe essere necessario modificarlo;
-Advanced
Per ora vediamo solo due opzioni della tendina advanced che sono necessari per un primo settaggio del software
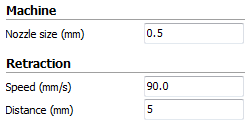
– Machine
Nozzle size: è il diametro del nostro ugello di estrusione, un nozzle con diametro minore ci permetterà di inseguire una qualità sempre maggiore ( solitamente 0,5 – 0,4 – 0,35 – 0,3 ).
– Retraction
Ecco che siamo arrivati alla famosa retraction che avevamo anticipato all’inizio della guida, praticamente è l’azione di ritirare il filo fuori dall’estrusore, per poter fermare l’estrusione ed evitare il gocciolamento, deve essere eseguito quando l’estrusore si sposta da un punto all’altro senza dover depositare materiale:
Speed: velocità con la quale viene eseguirà la retraction, da non aumentare eccessivamente per evitare slittamenti (tra 90 e 140 mm/s);
Distance: la lunghezza della retraction, dipende dal nostro tipo di estrusore di diretto ( con il motore sul carrello dell’hotend) oppure bowden (motore solitamente ancorato al telaio della stampante) , Diretto: 4-5mm , Bowden: 8-16mm;
Eseguiti tutti questi settaggi saremo in grado di caricare il modello 3D ed esportare il relativo GCode, oppure inviarlo direttamente alla nostra stampante.
E con questo abbiamo visto tutti i parametri base per configurare al meglio la nostra stampante con Cura slicer. Se si riscontrano dei problemi durante la stampa, molto probabilmente agendo su questi valori riuscirete a sistemarli. Inoltre, mentre inserite alcuni parametri, Cura stesso vi informerà se c’è qualcosa che non va.
- - - - - - - - - - - - - - - - - - - - - - - - - -





Nessun commento:
Posta un commento
siamo lieti di ricevere la tua opinione, i tuoi commenti e le tue richieste